One of the most important activities during the new launch is the production capacity in the supplier’s production plant.
It’s purpose is to provide proof to the customer that the production facility is capable of producing a quantity of parts equal to or greater than that specified in the contract.
In this article, we present the best practices that will allow You to better prepare for the client’s visit. In the case of the Stellantis-FCA group, there will be a Capacity Assessment (CAT), for German customers we use 2 Tagesproduktion (2TP), and Ford uses, Run at Rate (R@R).
The buffer will tell you the truth
Even if some customers do not have the appropriate requirement in their forms to carry out information on interoperable buffers, it does not mean that the customer will not verify this element during the visit at the supplier production plant. This also makes it very easy to get to know an experienced customer representative who, before starting the time measurement at individual stations, first counts the components in the inter-operational buffers.
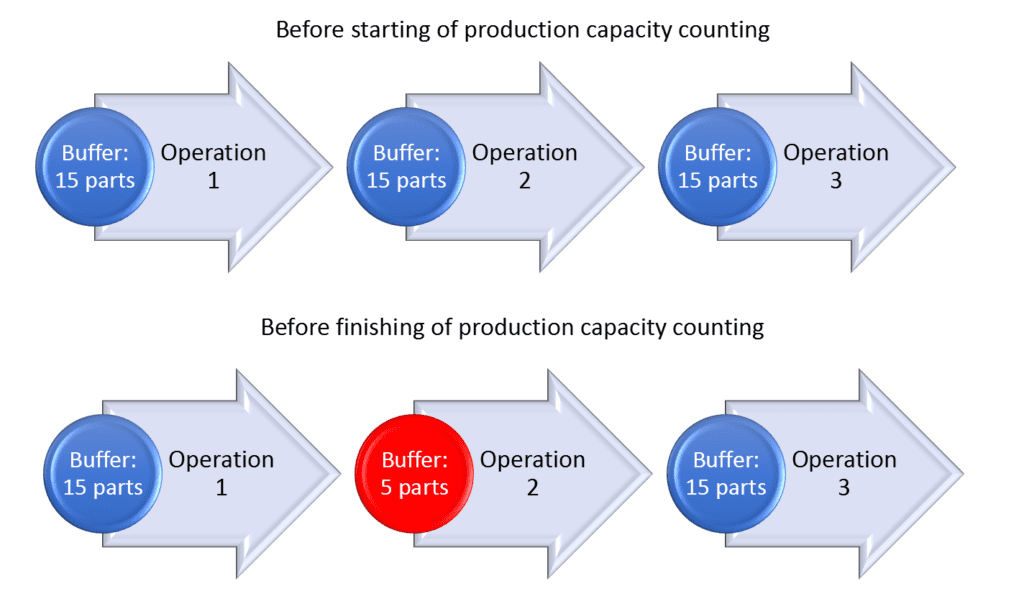
Fig. 1. Differences in buffers before and after the evaluation of production capacity
What’s all this for? The answer comes when the production capacity measurement is completed after a certain period of time. The customer representative can then re-measure the components in the buffers. If it’s found that the quantities deviate significantly from those counted before the timing (for example, 15 components at the start of the measurement and 5 components were observed in the buffer after two hours of production), the customer can request an appropriate action plan from the supplier.
Additionally, even if the number of produced parts met or exceeded the contact requirements, the customer may not recognize the result until the appropriate rebalance for individual operations is performed.
Don’t forget about the sub-suppliers production capacity results
This is a special scenario where the customer may not approve the final result of the capacity verification, even if the produced quantities exceed the contractual requirements.
But let’s start from the beginning. More and more customers have in their calculation forms information, which also includes the sub-suppliers production capacity. Thanks to this approach, the client considers not only the contract requirements relating to the production of the final product in a comprehensive manner, but also goes down one level to the sub-suppliers in order to verify whether they have the appropriate production capacity for the sub-components.
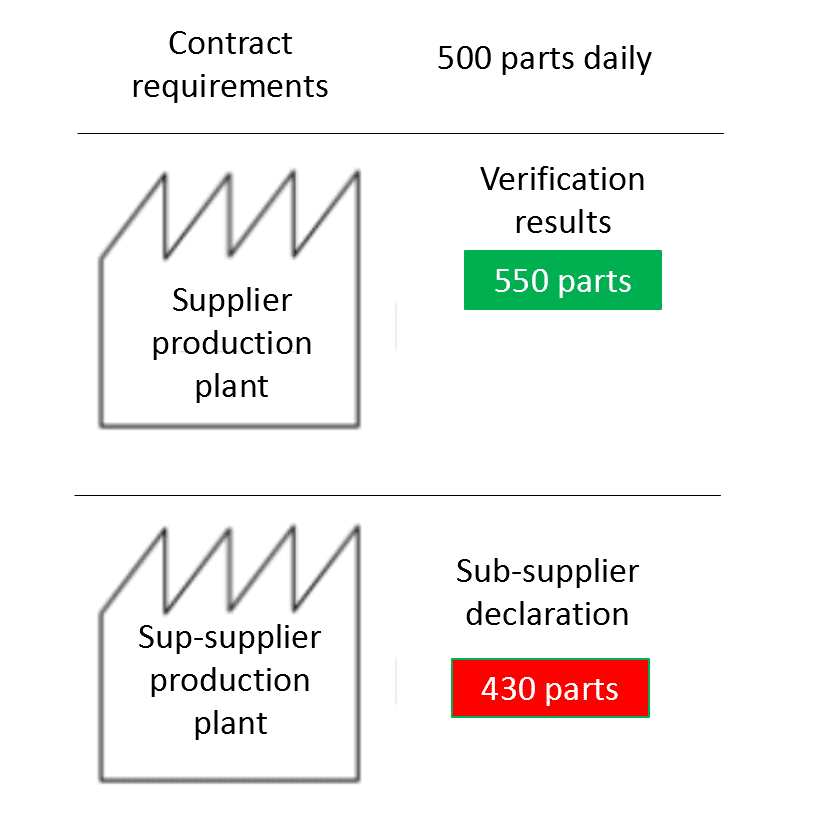
Fig. 2. Impact of sub-supplier parts produced on the assessment of the organization’s production capacity
For example, if the contract required the production of 500 products and the plant exceeded this value, but at the same time one of the sub-suppliers declared the daily delivery of 430 parts, the customer’s representative will use a lower value in the report (in this case 430), requiring the organization to provide an appropriate action plan.
Production capacity vs. production lines duplication
During new product launch, it may happen that the organization duplicates production lines to meet contract requirements. This applies for example to welding, thermoforming or assembly processes. In this case, the capacity assessment will be divided into two stages.
For example, if a customer in a contract requested a daily part delivery of 800 pieces, and the supplier is not able to do so using one production line, it’s duplicated. For this reason, the assessment of production capacity is carried out in two stages. The first visit is carried out after the installation of the first production line.
After its completion, the customer’s representative can provide comments which can later be taken into account during the second production line installing.
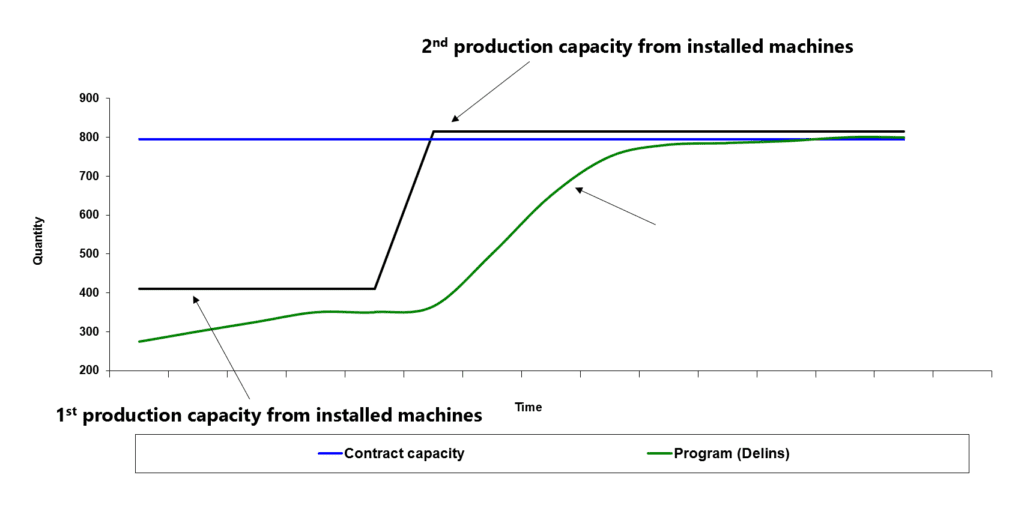
Fig. 3. Assessment of the production capacity in relation to the production lines increasing
The second visit is usually planned after the second production line launched, while customers usually make such a visit 2-4 weeks in advance before the maximum quantity is reached in relation to the production ramp-up curve. This time is needed for possible modifications of the line, in case it turns out that the result of the second visit doesn’t meet the contractual requirements for the manufactured parts.
Check the contract for the service parts quantity production requirements
When delivering parts to customers we must remind that, in addition to producing parts for the first assembly, customers can usually request an additional percentage of service parts to be included in their production plans. It’s usually assumed that 10% of the baseline daily value should be added to the final value. This means that if the contract contains a quantity of 600 components, then as a production plant we must ensure the production of 660 components.
In order to verify the above, it’s worth contacting the sales department that was involved in the preparation of the contract with the customer, as it happens that some organizations negotiate a percentage of 5% instead of 10%.
{kind=link}
{kind=link}