The Product Approval Process (PPAP) is one of the crucial activities for organizations, both during new launches and ongoing production. That’s why it’s essential to know what mistakes to avoid to obtain such approval within the required timeframe.
This methodology originated from the American organization AIAG, which published the first handbook on the formalized process of part approval for production in 1993. Currently, it’s in its 4th edition, published in 2006, focusing on the automotive industry.
The Product Approval Process isn’t exclusive to new launches
One of the most common mistakes organizations make is the lack of communication with the client for part approval during ongoing production. These include, among others:
- Design changes to the product
- Tool or equipment modifications
- Tools or equipment not used for 12 months
- New sub-suppliers kick-off
- Modification of supplier production processes
- Changes in inspection methods during production
- Changes in the manufactured product
- Introduction of new technology
Checking Subcomponent Status
This is the most critical scenario during a new launch. Remember, before sending parts for approval to our client, we must first have approved subcomponents that are part of the final product.
In most organizations, this task is handled by the SQE (Supplier Quality Engineer) or SQA (Supplier Quality Assurance) department.
We initiate the part approval process only for the status of the Off Tool Off Process (OTOP).
What does this mean exactly? OTOP status, or Off Tool Off Process, refers to the final process in the final location. The organization identifies this status in every launch schedule presented to the client. This ensures that the client department knows that only after this deadline can dates for sending parts for approval be agreed with the supplier.
Identification of master samples sent for Product Approval Process
One of the elements of the part approval process for serial production is sending the client (OEM) an appropriate number of master samples with measurement results. At this stage, ensure proper numbering and identification of the parts sent, which the client will also assess. An example of such identification is provided below.
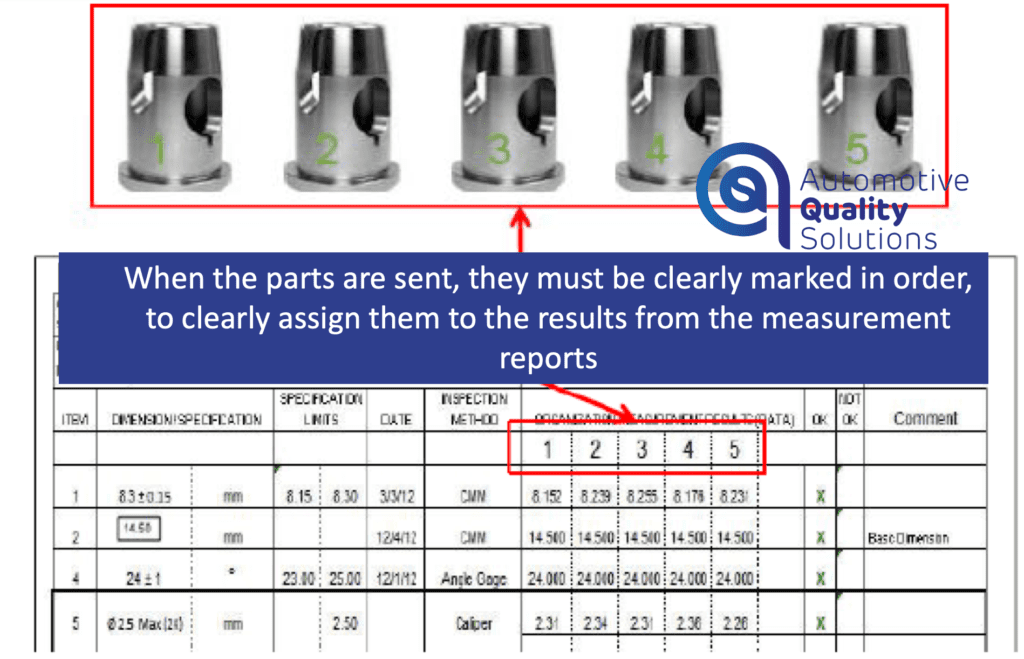
Fig. 1. Identification of Master Samples sent for production approval.
Remember about complete data in the submitted documentation
Physical samples are just a small part of the approval process. The organization must do much more regarding the completion of appropriate documents. These include measurement cards as well. Below, you can find examples of correct and incorrect documentation completion.
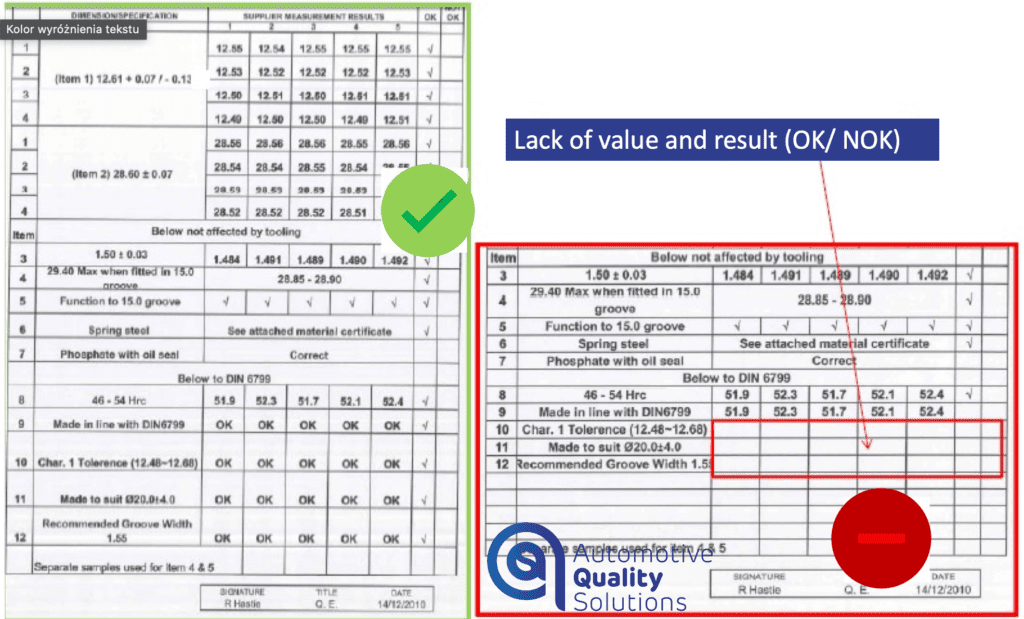
Fig. 2. Example of properly and improperly filled out measurement card for sample parts
Shipping parts for approval to multiple customer plants
During collaboration with customers, we may send the same part to various customer plants. Typically, the project is first launched in one location, followed by others. The status of such parts is designated as carry over. This means that even though nothing changes for us, it is considered a new launch for the second and/or subsequent customer locations.
Now we come to the crux of the matter. We must coordinate the part approval process with each customer location if we implement a modification in our product during current production.
We also invite you to the training Advance Product Quality Planning (APQP) and Production Part Approval Process (APQP).
Dariusz Kowalczyk
{kind=link}
{kind=link}