The Production Part Approval Process (PPAP) is one of the key activities in the pre-launch stage.
It is also the culmination of Advanced Quality Planning (APQP). To properly prepare for it, we should remember a few basic rules regarding the proper management of PPAP samples.
PPAP Samples – Why it’s worth obtaining them as soon as possible?
There are two main arguments for obtaining PPAP samples early.
Payment from the Customer:
- The customer typically owns the tooling and authorizes its construction after approval by DFMEA.
- This approval is equivalent to “freezing” the CDA data model (or component geometry).
- In customer terminology, they often name the process of releasing tooling for construction as Tooling Kick-off (TKO).
- During the TKO, the supplier receives about 20%-30% of the funds for the equipment construction and has to cover the rest from their own pocket.
- The remaining payment is received when the PPAP samples receive a positive evaluation by the client.
Given that customer-owned tooling often costs several million Dollars or Euros, organizations should strive to obtain approval as soon as possible for cash flow purposes.
Deviation Management:
- This is used when it is not possible to obtain positive approval for the submitted components.
- Each time a deviation is approved, it must be accompanied by an action plan.
What if the problem is not related to the supplier with a negative PPAP Assessment?
To understand this scenario thoroughly, we need to know the part approval steps:
Component Measurement:
- The customer first performs a component measurement and/or a measurement on the model master, which is the car body milled to nominal value and placed in the customer’s measuring laboratory.
Measurement on Production Car Body:
- The second step involves measuring directly on the production car body.
- Sometimes, the results on the master model may be positive, but the evaluation on the manufactured car body may be negative.
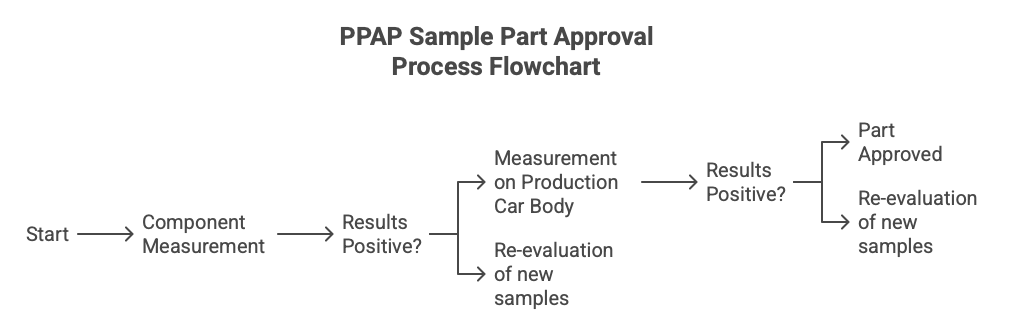
In such cases, the final assessment according to the customer will be negative, indicating that the production car body in the pre-launch phase still doesn’t have a refined geometry. This affects the proper fit or easy assembly of parts in the car.
To release the remaining payment, the organization’s engineering and sales departments should be involved.
PPAP Samples and equipment status
We’ve discussed the issue of TKO and payments. Now let’s delve deeper into this area.
In the production of many components, they are first produced using prototype tooling, especially for DFMEA validation and mathematical calculations and simulations. When the customer awards a TKO, we consider two tooling statuses:
OT – Off Tool:
- Defined as final tooling in the final location.
- This scenario occurs when the tooling is first developed at the manufacturer or elsewhere in the organization.
- In the automotive industry, there are scenarios where the customer first receives parts in the pre-launch phase with this status.
- Agreement with the customer in advance is necessary. Furthermore, the Project/Program Manager should agree upon including it in the development schedule.
OTOP – Off Tool Off Process:
- When sending parts for customer approval, the OT status is unacceptable.
- The customer will require final tooling in the final location.
Examples:
- Automatic welding (OTOP) instead of manual welding (OT).
- Automatic assembly (OTOP) instead of manual assembly (OT).
- Tooling at the final production location (OTOP) instead of the tool maker manufacturer (OT).
Apply what the customer requires from you in the supply chain
The status of the tooling is one thing, while the status of the sub-components used in the production of the final product is a completely different topic. The appropriate department, typically the supplier quality department (SQE, SQA), must approve all sub-components before sending the final product for the client evaluation.
IMDS – Chemical Composition of the Final Product
Before submitting parts for customer approval, remember the IMDS, which introduces a specific chemical composition of the final product. Failure to do so may result in a Non-Conformity Ticket. The customer will not accept the returned parts, which is crucial if one of your KPIs is related to PPMs.
Many OEMs provide portals where the client can check and accept the IMDS introduced by the production plant. This allows for defining and implementing actions in advance, before the client’s representative visits.
Armed with the above knowledge, you can confidently prepare to send PPAP samples for client approval.
Author: Dariusz Kowalczyk
{kind=link}
{kind=link}