The Measurement Systems Analysis is indispensable wherever measurement data is utilized. It encompasses testing the capabilities of machines and devices, as well as in statistical process control (SPC), particularly in scenarios where measurements guide decisions regarding process corrections or interventions.
Furthermore, it’s crucial to consider activities related to process improvement and evaluating the impact of introduced process changes on manufactured component characteristics. The Analysis of Measurement Systems in the automotive industry follows guidelines outlined in reference manuals published by AIAG and VDA, notably the VDA 5 manual.
Measurement Systems Analysis – Test Guidelines
This activity applies to both newly purchased equipment and that used in current production. It’s essential to conduct testing of the measurement system capabilities under real conditions, meaning the tests are performed at the final location of the measuring instrument’s use. However, if standards are used during the tests, their dimensions should be determined with an accuracy one class higher than that of the tested measurement system.

Fig. 1. Example of performing MSA for a caliper measurement.
Measurement Systems Analysis – Definitions
When preparing to MSA, it’s worth acquiring knowledge of the basic concepts that you will use.. These include, among others:
Repeatability
It is the ability of a measuring device to obtain a close reading when measuring the same quantity repeatedly under the same measurement conditions. Additionally, it is also defined as the variation in measurements when one operator, using the same measuring instrument, measures the same parameter on the same part several times.
Reproducibility
It measures the proximity of measurement results for the same measured quantity obtained under variable measurement conditions. Operators using the same measuring device to measure the same product define the variation in the average measurements obtained by different operators.

Fig. 2. Graphical interpretation of reproducibility.
Systematic Error (Bias)
It is the ability of the measurement system to measure the true value of a quantity. The difference between the obtained value and the reference value of the same parameter for the same manufactured product also defines it.
Linearity
Linearity is the difference between the values of systematic error in the examined working range of the instrument. Within a specific measurement range, typically within the tolerance range, we can also define it as the systematic error.
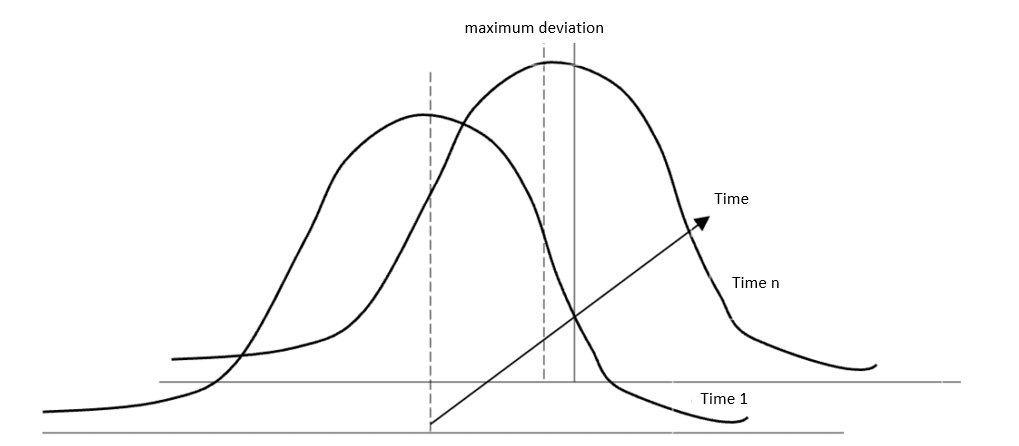 Fig. 3. Graphical interpretation for the linearity.
Fig. 3. Graphical interpretation for the linearity.
Stability
The measurement system maintains its metrological properties that do not change over time. The lack of stability, however, defines the difference between series of measurements obtained on the same measuring instrument. Here, consequently, we need to consider the measurement of the same parameter for the same product at different points in time.
Effective Measurement System Resolution (Number of Distinct Categories – NDC)
This parameter indicates how many distinct subgroups of measurement results for a given part we can distinguish from the collected data. The minimum value of NDC, which determines the reliability of the collected data, is >= 5.
Does every instrument or device require Measurement Systems Analysis?
We cannot find the answer directly in the IATF requirement no. 7.1.5.1.1.. It appears in the most frequently asked questions – FAQ no. 6 (link). There we will find information that we do not have to perform MSA for every instrument or device. Instruments with the same characteristics (e.g. measurement range, resolution, repeatability, etc.) can be grouped and an example instrument (representative of a family of measurement instruments) can be used for a statistical study [1].
Analysis of Measurement Systems – Measurement system requirements
The requirements for the capacity of the measurement system (Gauge R&R) are as follows:
<10% – acceptable
>10% -30% – conditionally acceptable (customer approval required with possible action plan
>30% – unacceptable
On the “Free Tools” page you can download and edit an Excel form for free.
Document name: Measurement Systems Analysis (MSA) – Gage R&R – Excel template
Bibliography:
1. IATF 16949:2016 Frequently Asked Questions (FAQs) – dated 18/09/2023
{kind=link}
{kind=link}