Error Proofing (EP) and Mistake Proofing (MP) are techniques employed to minimize errors in production processes. Their primary objective is to identify and eliminate errors in the initial stages of the process before they can impact the quality of the final product.
Understanding Mistake Proofing and its role in defect detection
Mistake proofing encompasses all tools designed to identify problems arising in the early phases of the production process. Common examples include End of Line testers (EoL) or Dock Audits (DA), which are utilized to assess the functionality and proper operation of the final product.
These tools enable us to verify the compliance of our product. A negative result from such verification indicates the presence of defects, thereby prompting corrective action. Mistake proofing thus plays a crucial role in preventing non-conforming final products from reaching the customer.
However, it’s essential to ensure proper calibration of these tools. Improper calibration can lead to scenarios where defective products pass inspection and are shipped to the customer as NOK (not okay) parts.
Examples of Mistake Proofing
Some examples of mistake proofing in action include:
– Leak test for fuel tanks: Submerging the tank under water and inspecting for air bubbles on the surface.
– Leak test for fuel lines: Monitoring pressure drop over time to detect leaks.
– Sliding tests for car seat guides: Verifying smooth movement in both forward and backward directions.
– Headrest force tests: Checking the force required to adjust the headrest up and down.
– Friction measurement for steering columns: Simulating steering wheel movements to assess friction levels.
– Verification of car lamp functionality.
– Testing the movement of car windows.
These examples illustrate how mistake proofing techniques help ensure product quality and reliability in various stages of production.
Error Proofing: Prevention is better than cure
However, our aim is to implement various types of error-proofing solutions. In Japanese, they are known as Poka-Yoke. This technique involves introducing changes in the production process or product design that will either prevent or significantly reduce the likelihood of errors occurring.
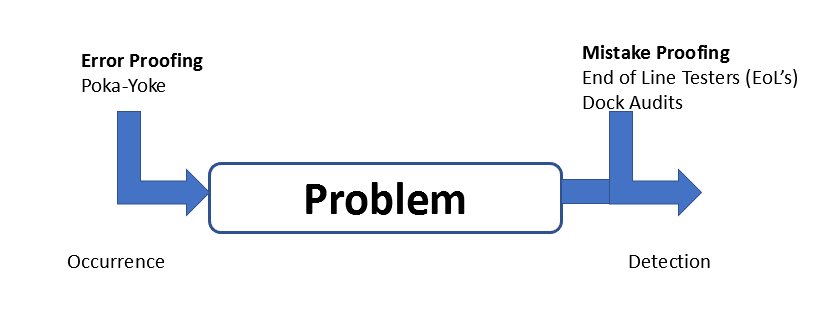
Fig. 1: Error Proofing and Mistake Proofing Stages
Why is it So Important?
Because in this scenario, we aim to avoid producing defective products. As illustrated, there are two strategies for quality control management: Detection and Occurrence. Occurrence is generally more recommended, aligning with the requirements of the IATF 16949 standard.
Types of Error Proofing
What are the various types of error-proofing methods? One commonly used solution in the automotive industry is mechanical Poka-Yokes. These devices ensure a specific orientation for components at production stations, thereby enforcing the correct positioning for particular operations such as screwing or welding.
Another prevalent type involves proximity sensors, which confirm the presence of all required components at a station during a production cycle. Often, these sensors are accompanied by visual indicators. If a component is missing, production cannot commence, and a red light indicates the absence of the subcomponent and provides information on its placement.
Production can only proceed once the missing component is in place.
Implementation of Error Proofing strategy
In implementing error-proofing strategies, various solutions can prevent mistakes, especially concerning similar elements produced in close proximity. We can identify two categories:
– Components with similar plastic isolation colors (e.g., electrical wires).
– Components with similar structures (e.g., motors or I-shafts on steering columns).
Another frequently used error-proofing method, especially in welding applications, involves counting elements and error notification. Here’s how it works: When a part is taken from the left side, it is placed on the welding machine base. After welding, it is manually passed through a frame on the right and placed into a container.
This process ensures that the part has completed the production cycle without errors, such as an operator misplacing it.
Error Proofing implementation
When it comes to error proofing, there are numerous possibilities for implementation. However, the starting point for implementation lies within the PFMEA, particularly in the design of the production process. This involves a risk assessment, as stipulated by IATF requirements. The primary criterion is the potential impact of a generated defect on the client once it reaches them. Here are some questions we need to address:
– Identifying the Problem: We typically focus on issues related to safety, homologation, or legal requirements.
– Functionality: Will the defect result in a lack or reduction of functionality? For instance, will the window lift operate slower and louder?
– Aesthetics: Is the defect related to aesthetics? For example, minor scratches on the bumper that are only noticeable upon closer inspection.
Additional Considerations
Implementing error proofing or mistake proofing is only half the battle. Here are two crucial points to remember:
– Maintenance Inspections: Each implementation of error-proofing equipment should entail the creation of appropriate maintenance inspections. Neglecting this aspect can lead to recurring defects, as experienced with one of our complaints where the implemented error-proofing mechanism failed due to inadequate preventive inspections.
– Calibrators: Before starting up the production line, we use calibration parts to verify the correct operation of error-proofing and mistake-proofing mechanisms. These calibrators should undergo regular verification to ensure their effectiveness. Additionally, they should be appropriately labeled to prevent them from being inadvertently sent to the customer along with the final products.
Summary
While error proofing tools may not be applicable in every scenario, they play a crucial role in ensuring product compliance with client requirements. Some projects may necessitate the inclusion of End of Line testers, equipment, and workstations defined as mistake proofing for additional certification.
This ensures that our product meets all design evaluation requirements set forth by the client.
We also warmly invite you to the training Error Proofing – Effective management.
Dariusz Kowalczyk
{kind=link}
{kind=link}