FORD SCCAF is a form used in the process of Special Characteristics selection, identification, and oversight. It includes data from DFMEA, PFMEA, and the Control Plan.
Thanks to the engagement of key functions (Ford PD, STA, Supplier) in the early phase of the project, it allows for reducing the risk associated with low quality (0km claims, warranty returns, field service actions, etc.).
FORD SCCAF – What is Its Function?
It is mandatory for both design-responsible and built-to-print suppliers. This requirement originates from Customer Specific Requirements related to IATF 16949 – 8.3.2.1 (“Design and development planning – supplemental”) and Ford specific requirements for PPAP. The document must be signed by the Ford D&R (Design & Release) Engineer, the supplier’s Quality Manager, and the STA (if requested).
When is SCCAF required?
SCCAF is required when:
- There is at least one YS/YC characteristic in the DFMEA.
- Each manufacturing location has its own SCCAF signed (even if the same part is manufactured in multiple locations).
- A component is re-sourced, even if it retains the same Part Number.
- There is a change in the manufacturing location, even if it retains the same Part Number.
A new SCCAF is not required for Carry-Over components used in past programs, provided they are manufactured by the same supplier at the same location. In rare cases where no Special Characteristics have been identified, the empty SCCAF should be signed off with the remark: “No characteristics identified.”
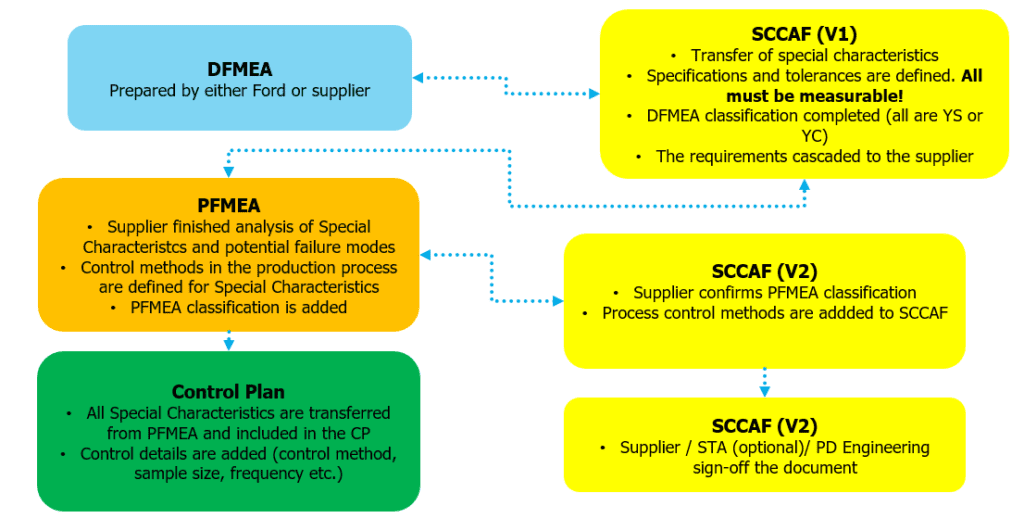
Figure 1: FORD SCCAF Development – V1: First finding; V2: Possible document update
Special Characteristics used in FORD SCCAF
Examples of characteristics used in SCCAF:
- Dimension
- Shape
- Position
- Hardness
- Material coating
- Roughness
All characteristics included in the SCCAF must be measurable.
Examples of characteristics that should NOT be used in SCCAF:
- Characteristics not measurable or controllable in ongoing production, e.g., DV and durability testing
- Manufacturing errors, e.g., Drop Down
- Periodic tests, e.g., requalification tests (these should be included in the Engineering Specification and cascaded down to the Control Plan).
APQP Evidence Workbook
The SCCAF process is executed regardless of the characteristic’s location within the supply chain (from Tier 1 to Tier n).
Each Special Characteristic identified in the SCCAF must demonstrate a capable measurement system and acceptable process capability. Data should be recorded in the “APQP/PPAP Evidence Workbook.”
Capability demonstration is performed regardless of the characteristic’s location in the supply chain (Tier 1 to Tier n).
Detailed information on MSA and process capability can be found in the AIAG MSA manual.
Requirements for Gauge Capability
Gauge R&R – %SV and %Tolerance:
- <10% – Acceptable
- 10%-30% – Conditionally acceptable
- >30% – Unacceptable
Required process capability:
- Ppk > 1.67 for both initial (PPAP Phase 1 and 2) and final (PPAP Phase 3) process capability studies.
Łukasz Matuszczak
{kind=link}
{kind=link}