Many production problems start in a very ordinary way. Someone did not check the part after the previous operation. Someone performed their own operation and passed the product to the next step. No one stopped the problem at the point where it could still be handled quickly and without too much disruption. This is exactly where Check-Do-Check, or CDC, comes in.
It is a simple operator work routine: first, the operator checks what they received from the previous production step, then they perform their own operation, and finally they check the result of their work before passing the part further.
Sounds simple?
Because it is.
The problem is that in many plants, Check-Do-Check mainly exists in a work instruction, on a slide, or during onboarding training. In daily work, the second check is often skipped, the first check is treated superficially, and the whole standard starts to drift away from reality.
What Is Check-Do-Check?
In simple terms, Check-Do-Check is an operator work routine based on three steps:
- Check – check what you received from the previous workstation.
- Do – perform your own operation according to the work standard.
- Check – check your own result before passing the part to the next step.
The purpose of this approach is very practical. The idea is not to rely only on final inspection and assume that someone will catch the problem later. It is much better to stop a nonconformity as close as possible to the place where it was created.
That is why CDC fits well with the built-in quality approach. Quality should be built into the process, not only checked at the end of it. These three short words may look simple, but on the shop floor they mean a very specific work discipline.
How Does Check-Do-Check Work at a Production Workstation?
The phrase itself sounds simple, but only when you break it down into real shop-floor work can you see whether the organization truly understands the topic.
Check – What Should Be Checked Before the Operation?
The first check refers to what the operator received from the previous process step. This moment is often treated too lightly.
The part has arrived? So it must be good. We can continue.
Not always.
A problem may already be present at the input, for example:
- missing component,
- incorrect seating of a part,
- surface damage,
- incorrect marking,
- previous operation not performed.
If the operator does not notice it and immediately performs their own work, the problem does not disappear. It simply moves further down the process. Sometimes it gets covered by the next operation and becomes visible much later.
The first check should therefore include those points that must be correct for the next operation to make sense.
Do – Performing the Operation According to the Standard
The next step may seem obvious, but this is exactly where the gap between theory and practice often appears.
If the operator does not have a clear work standard, the whole CDC routine becomes very subjective. What should the operator use later to judge the result? What exactly should be considered OK and what should be considered NOK?
That is why the “Do” step should be based on something specific:
- workstation instruction,
- defined sequence of activities,
- process parameters,
- quality requirements,
- defined acceptance criteria.
Without this, the second check becomes a matter of personal judgment.
One operator checks a lot. Another only takes a quick look. A third assumes that if the operation has been performed, the topic is closed. And this is where the whole purpose of CDC starts to fade.
Check – What Should Be Checked After the Operation?
This step often shows the real condition of the process. After completing the operation, the operator should check their own result before the part moves further. Not casually, but according to clearly defined points.
These may include, for example:
- presence of all required components,
- correct position of parts,
- fit,
- no damage,
- completeness of the performed operation.
If this second check is not properly described and practiced, it can easily disappear from daily work. Especially when time pressure increases. And this is exactly when a defect may be sent to the customer, while the organization finds out about it too late.
What Exactly Does the Operator Check in Check-Do-Check?
This is one of the first questions that should be asked when implementing CDC.
Why?
Because the statement “the operator checks the part” sounds good, but it does not say much.
A properly implemented CDC should focus on those points that are truly prone to being missed, damaged, or incorrectly performed. It is not about checking everything. When you try to cover every detail, the result is often mechanical ticking of boxes instead of real verification.
Most often, CDC covers:
- elements from the previous workstation that must be correct before work starts,
- characteristics that may be damaged during the operation,
- points that are often missed in manual work,
- the result of the operator’s own operation before the part is passed further.
A good question is:
Where in this process is it easiest to miss something, make a mistake, or damage the part?
This is where CDC makes the most sense.
What Should Be Checked After the Previous Workstation?
Before starting the cycle, the operator may check, for example:
- presence of a part, bracket, or clip,
- correct seating of a component,
- component orientation,
- no surface damage,
- marking conformity,
- completion of the required operation in the previous step.
If something is already NOK at the input, adding another operation usually only makes the situation more complicated.
What Should Be Checked After the Operator’s Own Operation?
After finishing the work, the operator may check:
- presence of all required components,
- position and fit,
- no damage,
- visual quality,
- completeness of the operation,
- conformity with the work instruction.
In manual processes, this second check often decides whether the defect will be stopped immediately or passed further.
Check-Do-Check in Automotive – Production Example
To avoid staying only at the definition level, let’s translate this into a simple production example.
Example for an Assembly Workstation
Let’s assume that the operator assembles a component with a clip and marking. In this case, CDC may look like this:
Check 1:
The operator checks whether the previous stage correctly seated the insert, whether the clip is present, and whether the part has no damage.
Do:
The operator performs their own assembly according to the workstation instruction.
Check 2:
The operator checks the presence of all components, their position, fit, absence of damage, and marking conformity. This is a simple example, but it shows the purpose of the whole approach quite well.
The operator knows what to check. The leader knows what to require. The auditor has a specific reference point.
Example for a Sewing Process
In sewing processes, the topic looks similar, but the control points are different.
The second check may refer to:
- stitch line path,
- position of notches,
- thread ending,
- visual conformity with the requirement,
- no material displacement.
This example shows one important thing: CDC cannot be described in a generic way. It must refer to the real risks of a given process. Ideally, it should be supported by proper visualization in the workstation instruction.
Check-Do-Check vs. Final Inspection – What Is the Difference?
This is one of the most common misunderstandings.
When someone hears the word “check” or “inspection”, they often immediately think about final inspection.
But CDC and final inspection have different roles.
CDC is intended to detect a problem at the workstation or directly after the operation has been performed.
Final inspection is used for final verification of the product before release, shipment, or the next formal stage of the process.
That is a big difference. If an organization bases quality mainly on final inspection, it works according to this logic:
First we produce. Then we check what came out. If CDC works in the process, the organization tries to catch the problem earlier. Before the nonconformity passes through several next stages. Before rework, sorting, complaint, or escalation appears.
CDC does not replace final inspection. Its role is to reduce the number of defects that reach final inspection in the first place.
Check-Do-Check vs. PDCA – Do Not Mix These Terms
This is another mistake that appears regularly. The names sound similar, so it is easy to combine them into one topic. In practice, they are two different things.
PDCA is a process improvement cycle: Plan – Do – Check – Act.
CDC is an operational routine performed by the operator at the workstation.
PDCA is used to organize improvement activities, problem solving, and process improvement.
CDC refers to daily operational work and helps stop nonconformities quickly.
One supports process improvement. The other supports quality control at the place where the product is made. Similar words. Completely different application.
How to Implement Check-Do-Check in a Production Plant
This is where the part begins that decides whether CDC will really work or whether it will end up as a nice diagram in a presentation.
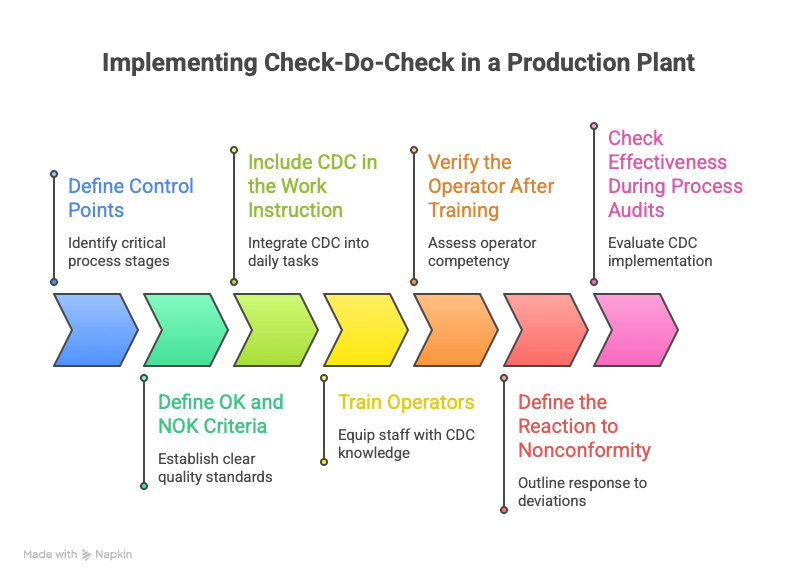
1. Define Control Points
Do not write in the instruction: “the operator checks the part.” That is not enough. The record should answer several simple questions:
- What exactly do we check?
- When do we check it?
- According to which criterion?
- What does OK look like?
- What does NOK look like?
The more general the standard is, the higher the chance that everyone will understand it in their own way.
2. Define OK and NOK Criteria
The control point itself is not enough. The operator must know what should be considered conforming and what should be considered nonconforming.
A statement such as “check correct assembly” may sound proper, but it does not give the operator a good basis for decision-making. Something like this works much better:
- clip present,
- part seated on locating pins,
- no crack,
- marking according to the instruction,
- thread ended according to the standard.
Then the operator does not have to guess.
3. Include CDC in the Work Instruction
CDC should be part of the workstation work standard. This means that the instruction should show not only the operation sequence, but also:
- what to check before the operation,
- what to check after the operation,
- how to react in case of NOK.
4. Train Operators
Good training should include:
- showing CDC points on a real part,
- typical nonconformities,
- reaction to NOK,
- practice at the workstation,
- confirmation that the standard is understood.
A DOJO works very well for this. Especially where the previous problem was caused by skipping self-check after the operation, this step has a lot of practical value.
5. Verify the Operator After Training
Training alone does not close the topic. You still need to check whether the operator actually performs CDC as described.
This can be done through:
- work observation,
- short discussion at the workstation,
- operator revalidation,
- workstation audit,
- checking the reaction to a sample NOK.
This is the moment when you can see whether the standard has been understood or only signed.
6. Define the Reaction to Nonconformity
The operator detects a problem. And what happens next? If there is no clear reaction path, improvisation begins.
The part goes “to the side”. The leader will check it later. Someone fixes it without a record. The part moves further because maybe it will be fine. That is why CDC should be linked with a simple and clear reaction:
- stop the part,
- mark it as NOK,
- report it to the leader or quality,
- decide on rework, blocking, sorting, and possibly scrapping,
- record the issue according to the plant rules.
Without this, the second check may be performed, but the organization still does not use the information about the problem.
Pro Tip
If you want to quickly assess whether Check-Do-Check is alive at the workstation, do not start with documents.
Go to the operator and ask:
What do you check before the operation and what do you check after it?
After the answer, you can usually see quite quickly whether the topic works or only exists on paper.
7. Check Effectiveness During Process Audits
If you want to assess CDC properly, the presence of an instruction does not prove anything. You need to see the process live.
During a process audit or LPA, check:
- whether the operator knows the control points,
- whether both checks are performed,
- whether the operator can indicate OK and NOK criteria,
- whether the operator knows what to do in case of nonconformity,
- whether the standard reflects the actual work at the workstation.
This is where you can see whether CDC is part of the process or just a dead record.
Most Common Mistakes When Implementing Check-Do-Check
Below are the most common problems that may appear during implementation.
Lack of Clear Control Points
The operator is supposed to check, but it is not clear what exactly should be checked. In this situation, everyone does it a little differently. The standard starts to drift between shifts, workstations, and operators rotating within the same shift.
Lack of OK/NOK Criteria
Even if it is clear what should be checked, it may still be unclear when the part is conforming and when it is not. Without this, it is difficult to expect good decisions at the workstation.
Lack of Practical Training
If the training is limited to showing the instruction, CDC rarely works in a stable way. A new person should see the real part, typical mistakes, and the correct reaction to a problem.
Skipping the Second Check
This is a very common scenario.
The operator has completed the operation, so mentally they are already at the next step. They do not return to check their own result because the production cycle matters.
CDC Only on Paper
The instruction exists. The record exists. The training matrix also exists. But on the shop floor, no one works according to this standard as described. This is one of the reasons why the document alone is not enough. Regular process observation and discussion with people at the workstation are needed.
Summary – What Is Check-Do-Check About?
It is a simple operator work routine:
- check what you received from the previous stage,
- perform your own operation,
- check your own result before passing the part further.
The goal is not to replace final inspection. The goal is to stop the error as close as possible to the place where it was created.
Dariusz Kowalczyk
{kind=link}
{kind=link}